

Translate this page into:
The role of Carica papaya latex bio-catalyst in recycling of used fibre pulp
⁎Corresponding author at: Department of Industrial Engineering, Universitas Wisnuwardhana, Jalan Danau Sentani, Malang, Jawa Timur 65139, Indonesia. nurfa@wisnuwardhana.ac.id (Nurfa Anisa)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University.
Abstract
The Carica papaya latex bio-catalyst in water forms bio ions which play a role in eroding pulp function clusters. The bio-catalyst of Carica papaya latex has an essential role in eroding the surface of the pulp fibre. Bio-catalyst in water plays a vital role in the surface morphology of the pulp.
Abstract
Biotechnology-based enzymes are challenging in reducing production costs and presenting environmentally friendly technologies. The study deal with an experimental investigation of the bio-catalyst made of Carica-papaya latex in recycling used fibre pulp in industry. The experiments used a test specimen from 5 g of dry pulp mixed with 150 mL of water and a mixture composition of 3.23%. Other similar experiments applied a bio-catalyst from papaya latex by dipping 6 g of unripe papaya into the water. A heating process of the test material was performed at a temperature of 50 °C to optimise the work of enzymes in the pulping process, and then Carica papaya fruit was removed from the container after 3 min. In addition, the characterisation of test materials in the hand-sheets form was realised in dry conditions. The tests carried out include Scanning electron microscope (SEM), Energy-dispersive X-ray spectroscopy (EDX), Fourier Transform Infrared (FTIR) Spectroscopy, acidity (pH), turbidity, whiteness, and freeness. The results indicated that the addition of bio-activator in water produces bio-ions (positive and negative), which play a vital role in eroding pulp functional groups, influencing the construction of stalagmite micro valleys, and changing the surface morphology of pulp. The release of Bromide, Iodide, Chloride and Fluoride functional groups causes brightening effects and increases the degree of whiteness, impacting the pre-whitening process. Meanwhile, changes in the stalagmite micro valley and the surface morphology of the pulp cause a bulky effect and ultimately reduce the degree of freeness.
Keywords
Bio-catalyst
Enzymatic hydrolysis
Freeness
Pulp and paper
Water turbidity
Whiteness

1 Introduction
The pulp and paper industry is one of the five companies with enormous energy consumption globally (Andersson and Thollander, 2019), which consumes up to 18–25% of total production costs (Gil et al., 2009). The most significant electrical energy consumption in paper production is in the pulp refining process, reaching 26.61% of the total electricity consumption (Haske-Cornelius et al., 2020). The high energy required in the refining process has attracted the attention of industry players, especially in the pulp treatment process, which is associated with the cost of energy consumption (Lecourt et al., 2010).
One of the alternative ways to save energy in the pulp and paper industry is to apply biotechnology using enzymes. Currently, enzyme technology and its application in the industry are becoming a challenging topic in the research community (Ma et al., 2017). The enzymatic technology is simple, easy, and environmentally friendly. In addition, this technology is relatively low cost but has high production quality (Meighan et al., 2017). Therefore, natural enzymes as biotechnology catalysts in the pulp and paper industry have long been realised as a concern for a clean and healthy environment.
A study reported that the overall energy consumption in a pulp industry could be reduced by applying the enzymatic technology (Yang et al., 2019). The use of enzymes also could improve the pulp and paper properties (Cui et al., 2015). Of course, it depends on the type of enzyme (Fleiter et al., 2012). Initially, fibre strength could be increased by improving fibrillation (Pelletier et al., 2013), increasing the whiteness of the bleaching process (Yang et al., 2019), and assisting the deinking process (Haske-Cornelius et al., 2020). The efforts to increase water retention and reduce refining time on virgin pulp have also been carried out using enzymes (Gharehkhani et al., 2015). The application of enzymes was mainly to help improve pulp in the refining process (Haske-Cornelius et al., 2020). In addition, it could also help the pulp bleaching process, for example, Xylanase enzymes (Sindhu et al., 2016).
Several studies on enzymes have been carried out and applied, such as recycling pulp (Cui et al., 2015). It was essential to use recycled fibre as a substitute for virgin fibre to reduce the impact of forest destruction (Singh et al., 2019)(Ang et al., 2020). The Confederation of European Paper Industries reported that the pulp and paper industry worldwide has used up to 60% of recycled pulp in 2020 (Ang et al., 2020), while The American Forest and Paper Association noted that the use of recycled pulp has increased up to 70% in the same year (Ang et al., 2020). Several upgrades of the waste paper fibres have been carried out, for example, by alkali treatments, additives, refining processes, or non-wood plant fibres. It was known that the ability of these various methods was still limited because they did not guarantee a simultaneous increase in pulp drainage capability. The use of enzymes has promised another alternative. It has been reported in a study that the use of cellulase and hemicellulose enzymes applied to virgin pulp and recycled pulp could improve the performance of dissolved pulp (Duan et al., 2017), improve the drainage ability of the pulp, which has an impact on energy savings in the refining process (Singh et al., 2019). With the help of enzymes (biorefining), the refining process offers environmentally friendly production (Pelletier et al., 2013).
The main effect of enzyme treatment on pulp is that the porous fibres are more numerous, prominent, and softer. Thus, separating the fibres in the pulping process is more accessible, specifically in refining (Torres et al., 2012)(Miao et al., 2014). The enzymatic hydrolysis of the pulp could change the structure and morphology of the fibres (Gil et al., 2009)(Cui et al., 2015). The porous fibre surface could cause more water to be retained and stored (water retention) in the fibre pores, resulting in more water volume in the pulp (Luo et al., 2011). The quantity of water retained in the pores of the fibre represents the volume of the pores of the fibre. Much water held in the pores of the pulp causes the fibres to swell (bulky), increase the surface area, and reduce drainage (freeness). It accelerates the pulp refining process, thereby saving energy consumption in the refining machine (Cui et al., 2015).
An enzymatic technology by modifying fibres has been evident to reduce the consumption of chemicals widely applied in the pulp industry (Torres et al., 2012). So far, chemical materials have been added to improve pulp and paper properties. A recent study reported that the bleaching process produces much chlorine wastewater (Ashrafi et al., 2015). The efforts to minimise chlorine and its derivatives have successfully reduced the effects of non-biodegradable pollutants (D. Sharma et al., 2020). Wastewater contains a lot of Chemical Oxygen Demand (COD), Biological Oxygen Demand (BOD), and Adsorbable Organic Halides (AOX) (Tripathi et al., 2019). Currently, AOX is a big problem to be resolved. It has been reported that AOX causes genetic abnormalities in aquatic animals and humans (D. Sharma et al., 2020) (A. Sharma et al., 2014). One of the best ways to reduce AOX is to minimise the pulp bleaching process (Lin et al., 2018).
At present, the enzymatic technology is widely used in bio-bleaching, considering the effectiveness of reducing the cost of using bleaching chemicals, such as Xylanase enzymes (Sindhu et al., 2016). The chemical reduction certainly minimises the content of chlorinated organic matter in the effluent from the pulp bleaching process so that the pollution load in wastewater decreases, which is indicated by a reduction in the content of COD, BOD, AOX, and dyes (A. Sharma et al., 2014). In addition, the bio-bleaching process does not require an expensive investment.
The biotechnology-based enzymes are challenging to reduce the production costs and are eco-friendly (D. Sharma et al., 2020). The Carica papaya latex enzyme could reduce silver nitrate into nano-sized silver particles, and it contains proteins that could synthesise silver nanoparticles. Besides being easy to grow, papaya has a short harvest period each season compared to other crops. In the food and beverage industry, Carica papaya latex also has the potential to be developed as a biocatalyst in various sectors involving esterification and transesterification processes. It can be also developed as a “naturally immobile” biocatalyst (Domínguez de María et al., 2006). A study reported that a bio-catalyst made of Carica papaya latex is effective for esterification in organic solvents (Cheng and Tsai, 2007).
Lipolytic applications of Carica papaya latex have been studied (Campillo-Alvarado & Tovar-Miranda, 2013). Recently, biotechnology-based enzymes have also been applied to synthesise nanofibre composites from coconut shell charcoal and aluminium oxide (Ketut Puja et al., 2018) and nanoparticles from rice husks (Ngafwan et al., 2018).
Notwithstanding the enormous potential in Carica papaya, the lack of information from the experiments carried out has slowed its application in various bioprocesses. Concerning papaya's potential substances and advantages, the study aimed to improve the degree of freeness of the recycled pulp by controlled hydrolysis using a bio-catalyst of papaya latex. So far, the use of biotechnology in the pulp and paper industry from recycled materials using papaya latex bio-catalyst has not been found in the open literature. Therefore, this study reveals the role of the papaya latex bio-catalyst in reducing the degree of freeness, thereby accelerating the pulp refining process, which impacts reducing energy consumption for the refining machine. Enzymatic technology also improves bleachability, thereby saving bleaching chemicals in advanced bleaching processes.
2 Materials and methods
This study investigated the development of bio-catalysts made of Carica papaya latex in recycling used fibre pulp in industry. The experiments started by making bio-water, a mixture of 150 mL of groundwater and 6 g of Carica papaya, to observe the fundamental characteristic of acidity and turbidity. Furthermore, bio water, which acts as a biocatalyst, was inspected by mixing it with 5 g of dry pulp to produce circular hand sheets for further investigation. The tests included Scanning Electron Microscopy (SEM), Energy Dispersive X-ray (EDX), Fourier Transform Infrared (FTIR) Spectroscopy, whiteness, and freeness.
2.1 Materials and preparation
The raw material was recycled paper containing dye ink, collected from Jaya Kertas company, Kertosono, East Java, Indonesia. The groundwater and Carica papaya were obtained from the surrounding area for preparing materials. Based on the measurement, the groundwater has pH = 7.20 and turbidity = 264.
2.1.1 Recycled pulp preparation
The recycled pulp was made by cutting used paper measuring 10 cm × 5 cm and then mixing it with water, with a concentration of 4% (equivalent to the consistency in a hydro pulper machine 4–6%). Of course, the used paper has been cleaned of various impurities using water and dried in the sun. The pulping process was required to convert used paper into pulp, as in Fig. 1(b). Both paper and pulp are given in Fig. 1.
Paper and pulp. (a) Recycled paper. (b) Dry recycled pulp.
2.1.2 Bio-water
The combination of water and latex made of Carica papaya was used to prepare a mixture of bio-water. There were six grades of bio water designed in the experiments, as given in Fig. 2. Grades 1 to 6 indicate the difference in immersion time, i.e., bio grade 1 (papaya soaked for 1 × 24 h), bio grade 2 (papaya soaked for 2 × 24 h), bio grade 3 (papaya soaked for 3 × 24 h), bio grade 4 (papaya soaked for 4 × 24 h), bio grade 5 (papaya soaked for 5 × 24 h), bio grade 6 (papaya soaked for 6 × 24 h). Furthermore, all grades of bio water were tested to evaluate both acidity and turbidity, which was essential for developing bio-catalysts or bio-activators.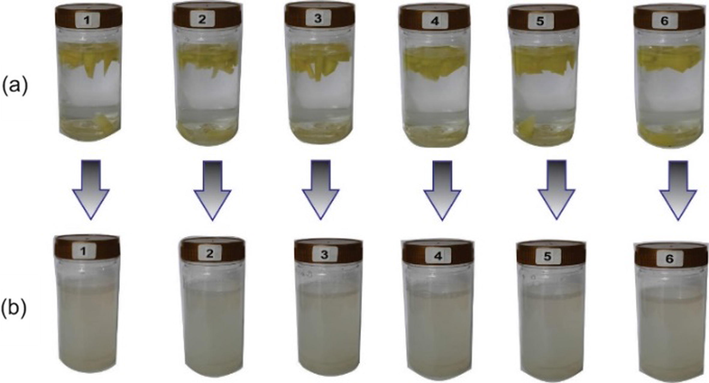
Bio-water (a) Papaya soaking at six grades. (b) Bio-water at different grades.
2.2 Experiments
2.2.1 Testing of acidity and turbidity
The six bio-water tests for acidity and turbidity were prepared using 150 mL of groundwater plus 6 g of papaya, as given in Fig. 2. The first bio-water (grade 1) was papaya soaked in water, and then the papaya was discarded after soaking for a day (1 × 24 h). The same treatment was carried out on the second sample (2 × 24 h) to the sixth (6 × 24 h). Both acidity and turbidity were observed from the first day to the sixth day. Then, the data were compared to the level of acidity and turbidity with 150 mL of water without the additional bio-catalyst.
2.2.2 Production of hand sheets
For various test purposes, hand-made sheets of paper were prepared in the form of a circle with a radius of about 5 cm. The ingredients consist of 5 g of dry pulp, 150 mL of water, and a biocatalyst from papaya latex by dipping 6 g of unripe papaya in water.
As explained in Fig. 3, two different processes result in hand sheets. First, hand sheets were made without providing any catalyst except mixing pure water. Second, hand sheets were processed by mixing bio-catalyst from Carica papaya latex. Furthermore, each process was heated at 50 °C for 3 min. It was known that enzymes work optimally at a temperature of 40–50 °C to speed up the pulping process and save energy. The two methods produce two different hand sheet products, namely models 1 and 2. Both were dried in sheet pulp for characterisation.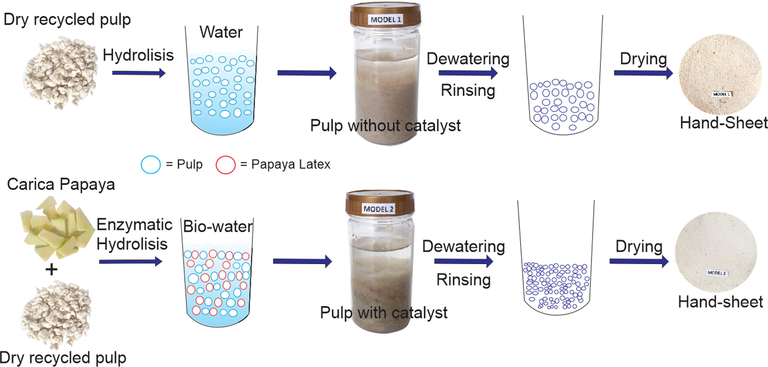
The production of hand sheets.
2.3 Characterisation
2.3.1 Acidity or pH analysis
The pH was used to express the acidity level of a solvent. The degree of pH represents the activity of dissolved hydrogen (H+) ions. The increase in hydrogen ions from papaya latex in water caused the water to be acidic, ultimately affecting the level of grinding on the surface of the pulp fibre. Changes in the acidity value of water were identified by testing pH. The pH measurement was carried out by a digital pH meter with ATC (Automatic Temperature Compensation) hydroponic measuring instrument, BNQ brand, dimensions = 17 × 5 × 3 cm, range 0–14.
2.3.2 Turbidity analysis
The increase in water turbidity demonstrates that the papaya latex bio-catalyst has a role in grinding the surface of the pulp fibre. The water looks cloudy because it contains particles from grinding, colouring ink, and impurities released from the pulp fibre's surface. The turbidity measuring instrument used a Total Dissolved Solids (TDS) meter, brand TDS-3, dimensions = 15.6 × 3 × 2 cm, range = 0–999 (˃999 ppm), accuracy = ±2% full scale.
2.3.3 Morphology and elements analysis
The bio ions (+) and bio ions (−) of papaya latex bio-catalysts actively erode the surface of the pulp fibres, resulting in differences in the morphology of the pulp fibres. The SEM test identified the differences in the morphology of pulp fibres. The SEM testing machine was the FEI brand, type: Inspect S-50 equipped with EDX (Energy Dispersive X-ray), which was a tool for testing fundamental changes on the surface of the specimen.
2.3.4 Functional group analysis
Papaya latex bio-catalyst plays a role in eroding the surface of pulp fibres, resulting in a change in the functional groups attached to the fibre surface. The Fourier Transform Infra-Red (FTIR) spectroscopy test was capable of investigating the changes in functional groups. FTIR testing machine was Shimadzu brand, type: Prestige 21.
2.3.5 Whiteness analysis
Whiteness indicates the colour level of the paper fibre due to the composition of the paper-forming materials. The whiteness is also influenced by the release of elements and functional groups that affect the colour of the pulp. The whiteness was tested by referring to ISO 2477-2 (D65) provisions, using a whiteness tester (Pnsihar PN-48B, Taiwan).
2.3.6 Freeness analysis
The standard of the freeness test is based on dewatering through a strainer in a specific mesh. Freeness indicates the pulp's ability to release or retain moisture in the paper fibres. The degree of freeness was measured by a Freeness tester Chun Yen CY-6183 Taichung Taiwan, based on the apparent weight released by the pulp fibres in mL of CSF (Canadian Standard Freeness).
3 Results and discussion
The role of Carica papaya latex bio-catalysts in recycling used fibre pulp has been investigated experimentally. Several tests have been realised to evaluate the effectivity of bio-catalyst, such as acidity, turbidity, SEM/EDX, FTIR, whiteness, and freeness. The main results and the advanced discussion are presented as follows.
3.1 Acidity and turbidity
Fig. 4 shows the level of acidity and turbidity of the water due to soaking 6 g of Carica papaya in the range of 1 to 6 days. Water with the addition of papaya latex bio-catalyst turns into an acid, capable of various binding impurities released into the water, as indicated by the turbidity of the water. In Fig. 4, Bio grade 5 water on the fifth day shows the most acidic value up to 4.30. The average value of the most acidic is shown by Bio grade 6, which reaches 4.78. This level proves that the process of soaking papaya in water plays a vital role in acidity and turbidity. The bio-catalyst stops working and reactivate after experiencing a certain point at a specific time. The bio-catalyst of papaya latex is effective up to the 5th day.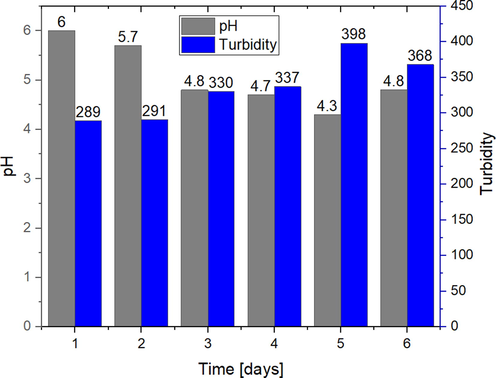
Acidity and turbidity.
Adding a papaya latex bio-catalyst into the mixture of water and pulp triggers an increase in the surface grinding rate of the pulp fibre. The water becomes increasingly cloudy due to the increase in particles resulting from eroding, colouring ink, and various impurities bound by the bio-catalyst and released into the water. An increase in the turbidity level indicates this phenomenon.
3.2 The morphology of the pulp fibres
Fig. 5 shows SEM photos of specimens in paper sheets before (model 1) and after treatments (model 2) with a papaya latex bio-catalyst. The results of the SEM test with a scale of 40 μm can see the difference in the fibres of the two specimens, although magnification is needed for morphological observations. The SEM photo magnification is given on the bottom side in Fig. 5. The magnification location in the rectangular area is chosen to observe changes in the pulp fibres.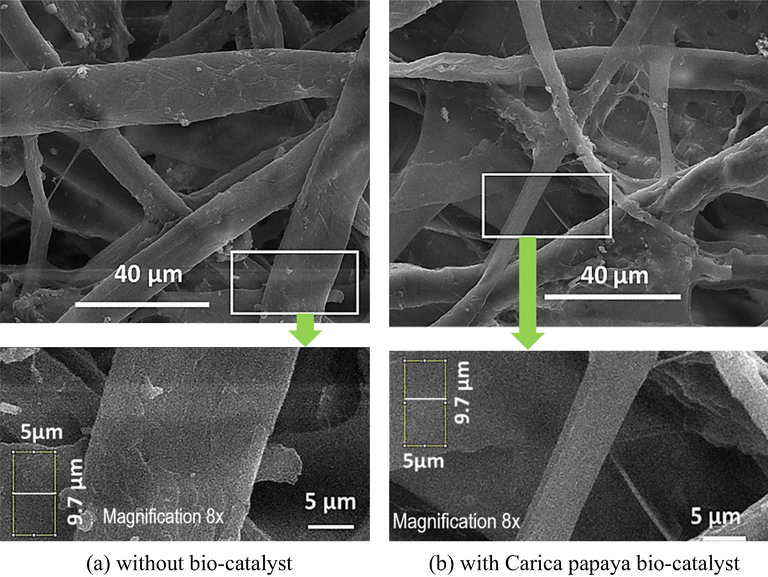
The SEM of both specimens.
Based on Fig. 5, the image in an area measuring 5.0 μm × 9.7 μm was carried out to observe the effect of the bio-catalyst. Furthermore, profile, surface, and histogram analyses were performed to evaluate the differences, as illustrated in Fig. 6. The morphological differences in pulp fibres before and after being given the biocatalyst are shown in Fig. 6(a) and 6(b). The surface characteristics in the plane's centre are shown in Fig. 6(c). The difference in particle size can be expressed in Fig. 6(d).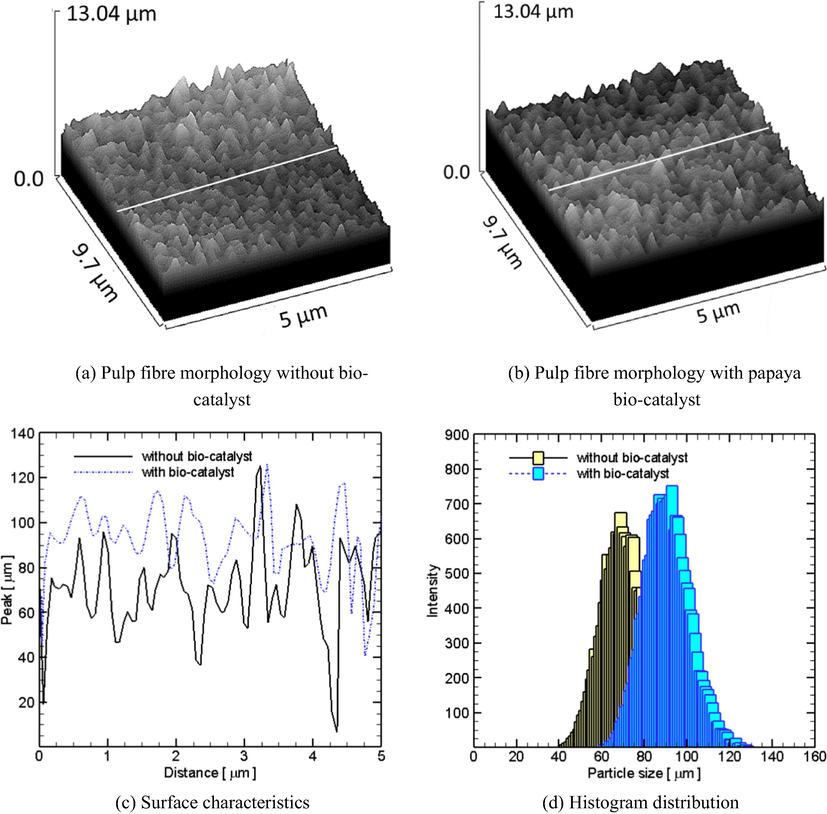
The morphology of pulp fibre.
It was found that the papaya latex bio activator exerts an abrading effect on the pulp surface. The surface of the fibre pulp resembles micro stalagmites with sharp edges. The change in the height of micro stalagmites in model 2 tends to be larger than in model 1, which reaches an average of 0.95 m, a maximum of 0.4 m, and a minimum of 1.22 m. These results align with the treatment of enzymatic cellulose in the pulp, changing the fibre's morphology and drainage ability (Cui et al., 2015). The surface area of the micro stalagmite (porous) wall, as shown in Fig. 6(a) and 6(b), shows that the porous wall, which resembles a micro stalagmite in model 2, is broader than that of model 1. The surface of this micro stalagmite wall functions as water storage. The parameter of the refining process is the amount of pulp that can hold water dispersed into the wire in the pulp machine. This relates to how fast the drainage is during the water removal process to regulate the speed and production capacity in the pulp machine. Retention is opposite to the rate of drainage, and if retention increases, then the rate of drainage decreases, and vice versa. The test to measure the water removal rate from a liquid pulp suspension is called freeness (Cui et al., 2015).
3.3 The role of bio-catalysts on elemental changes in pulp
Table 1 shows the results of the EDX test for both treatments with and without bio activators. The pulp without the addition of papaya latex bio-catalyst (model 1) contains element C (34.70%); Al (00.72%); and Pb (01.16%). The percentages of C, Al, and Pb elements increased to 49.34%, 01.08%, and 01.93% after being added with papaya latex bio-catalyst (model 2). Meanwhile, element O (56.45%); Si (00.88%); and Ca (05.84%) decreased to O (44.63%); Si (00.73%); and Ca (02.29%). It was found that the addition of the papaya latex bio-catalyst has no impact on the Chlorine (Cl) element in model 2. This phenomenon occurs due to the operation of the Bio (+) ion and Bio (−) ion of the papaya latex bio-catalyst, which erodes the fibre surface, and finally, the element Cl on the fibre disappears. The loss of the element Cl gives an advantage, considering the content of the element Cl in paper products is dangerous for humans. According to a recent study, Cl in the pores of the human body causes cancer, nervous system disorders, and clastogenic and endocrine disorders (D. Sharma et al., 2020). The recycled pulp contains Cl because the raw material undergoes a bleaching process using Cl.
Elements
Model 1 (without bio-catalyst)
Wt%Model 2 (with bio-catalyst)
Wt%
C
34.70
49.34
O
56.45
44.63
Al
00.72
01.08
Si
00.88
00.73
Pb
01.16
01.93
Cl
00.25
–
Ca
05.84
02.29
3.4 The characteristics of the pulp functional clusters
The characterisation of chemical properties on the surface of cellulose C6H10O5 (pulp) was carried out through the FTIR test. The comparison data before and after applying bio-catalyst is given in Fig. 7. It was found that the bio-catalyst made of latex Carica papaya is capable of eroding the surface of the pulp fibre, impacting the changes in their functional group and wavelength. Moreover, Chlorine (Cl) disappears after adding The Carica papaya latex bio-activator. Various transformations to several functional groups in more detail are given in Table 2.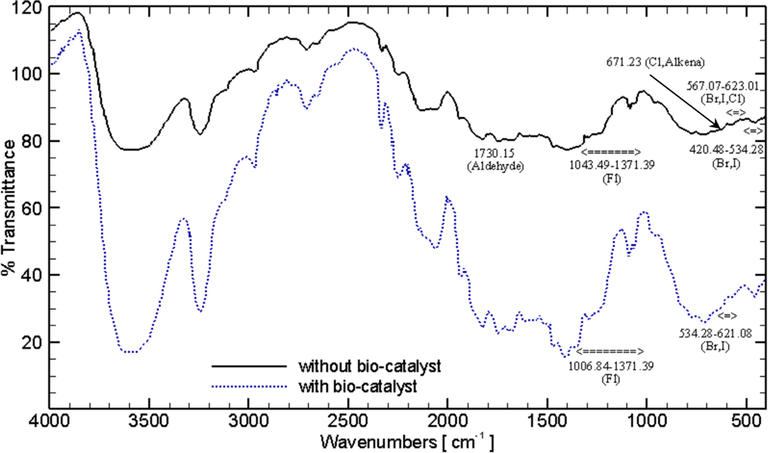
The FTIR of Recycled Pulp with and without bio-catalyst.
No
Functional groups (FG)
Under Peak Area
Without bio-cartalyst
FG
With bio-catalyst
FG
1
Bromide, Iodide (C-X)
51.354
6
57.930
3
2
Bromide, Iodide (C-X), Chloride (C-X)
45.275
4
0
0
3
Chloride (C-X), Alkena (C-H)
29.812
1
0
0
4
Alkena (C-H), Aromatics (C-H)
31.737
3
17.056
1
5
Fluoride (C-X), Amines (C-N), Alcohol, Ethers, Esters, Carboxilyc acid anhydrides (C-O)
144.276
3
110.000
4
6
Fluoride (C-X), Amines (C-N), Alcohol, Ethers, Esters, Carboxilyc acid anhydrides (C-O), Sulfones, Sulfonyl Chlorides, Sulfate, Sulfonamides (S⚌O)
139.031
8
46.163
3
7
Alkane (Not Interpretative useful) (C-C)
73.713
2
23.371
1
8
Primary and secondary amines and amides (bend) (N-H)
10.083
1
0
0
9
Aldehyde (C⚌O), Ester (C⚌O)
2.562
1
0
0
10
Carboxylic acid (O-H)
24.570
1
0
0
11
Alkanes (stretch) (C-H), Carboxylic acid (O-H)
154.580
1
130.847
1
12
Alkanes (stretch) (C-H)
4.144
1
0
0
13
Alcohol, Phenols (H-Bonded) (O-H), Carboxylic acid (O-H),Primary and secondary amines and amides (stretch)
(N-H)215.256
2
0
0
14
Primary and secondary amines and amides (stretch) (N-H)
30.636
2
21.482
1
15
Primary and secondary amines and amides (stretch) (N-H)
0
0
27.488
2
16
Fluoride (C-X), Sulfones, Sulfonyl Chlorides, Sulfate, Sulfonamides (S⚌O)
0
0
31.310
1
17
Primary and secondary amines and amides (bend)(N-H), Alkene (C⚌C)
0
0
13.478
1
18
Primary and secondary amines and amides (stretch),(N-H),H-Bonded (O-H), Carboxylic acid
(O-H)0
0
202.241
2
Total
957.029
36
681.767
20
Based on the analysis of the FTIR test, the functional groups from the pulp test without the addition of papaya latex bio-catalyst (model 1) are Bromide (C-X); Iodide (C-X); Chloride (C-X); Fluoride (C-X); Alkanes (stretch) (C-H); Alkanes (not interpretative useful) (C-C); Alkenes (C⚌H); Aromatics (C-H); Amines (C-N); Alcohol, Ethers, Esters, Carboxylic acid anhydrides (C-O); Sulfones, Sulfonyl chlorides, Sulfates, Sulfonamides (S⚌O); Primary and Secondary amines and amides (stretch) (N-H); Aldehyde (C⚌O); Esther (C⚌O); Carboxylic acids (O-H); Alcohol, Phenols (H-bonded (O-H)).
Meanwhile, the functional groups or chemical bonds present on the pulp surface with the addition of papaya latex bio-catalyst (model 2) are Bromide (C-X); Iodide (C-X); Fluoride (C-X); Alkanes (stretch) (C-H); Alkanes (Not interpretative useful)(C-C); Alkenes (C⚌H); Aromatics (out-of-plane-bend) (C-H); Amines (C-N); Alcohol, Ethers, Ethers, Carboxylic acids anhydrides (C-O); Sulfones, Sulfonyl chlorides, Sulfates, Sulfonamides (S⚌O); primary and secondary amines and amides (stretch) (N-H); Carboxylic acids (O-H); H-bonded (O-H).
Table 2 shows the analysis of FTIR images. The under peak area of the Bromide and Iodide (C-X) functional groups in model 1 has the wavelength of 420.48–534.28 cm−1, totalling 51.354 with six functional groups. After adding papaya latex enzymes (model 2), the under peak area increases to 57.93. In this case, five functional groups at wavelengths of 420.48–472.56 disappear, and three groups appear at 534.28–621.08 cm−1.
At wavelength 567.07–623.01 cm−1, there are four functional groups, Bromide, Iodide and Chloride (C-X), with an under peak area of 45.275. The addition of enzymes causes all functional groups to disappear from the pulp surface. The loss of functional groups also occurs in a Chloride (C-X) and Alkene (C-H) functional groups, which are colourless. This cluster has an under peak area of 29.812 at a wavelength of 671.23 cm−1. The reduction of under peak area and the removal of functional groups from Bromide (Br) result in a red-brown colour. Meanwhile, Iodide (I) gives a bright yellow colour, and Chloride (Cl) affects a pale green-yellow colour.
Another phenomenon found is a change in the functional group of Fluoride (C-X). Under peak area, the functional group of Fluoride (C-X) at 1,043.49–1,089.78 cm−1 decreases from 144.276 to 110, while the functional group increases from 3 to 4. In this functional group, different changes occur at the wavelengths of 1,170.79–1,371.39 cm−1, which decreases in the under peak area from 139.031 to 46.163. Eight functional groups of Fluoride (C-X) at wavelengths of 1,170.79–1,371.39 cm−1 reduce to 3 functional groups at wavelengths of 1,170.79–1,280.73 cm−1. Reducing the under-peak area and removing functional groups from Fluoride gives the paper a yellow-green colour.
The functional group removed from the pulp surface is Aldehyde (C⚌O) at a wavelength of 1,730.15 cm−1. Besides, new functional groups are also formed, including Alkene (C⚌C) with an under peak area of 13.478 at a wavelength of 1,610.56 cm−1. Overall, the addition of a bio-catalyst plays an essential role in reducing the under peak area of the pulp surface. It is indicated by decreasing the functional groups from 957.029 at 420.48–3,439.08 cm−1 to 681.767 at 534.28–3419.79 cm−1.
The under peak area reduction occurs in the functional group's Carboxylic acid (O-H) and H-bonded (O-H) at 3,381.21–2,515.18 cm−1, from 394.706 to 202.241. Besides, there is an increase in the under peak area of the functional group-containing primary and secondary amines and amides (bend) (N-H) from 10.083 to 13.478 at wavelengths of 1,593.20 to 1,610.56 cm−1, respectively. Primary and secondary amines and amides (stretch) (N-H) increase from 30.636 to 48.970 at 3,439.08–3,419.79 cm−1. Primary and secondary amines and amides are colourless. The functional groups contain Alkenes, Amines, Alcohols, Phenols, Ethers, Esther's, Carboxylic acid anhydrides, Sulfones, Sulfonyl chlorides, Sulfates, Sulfonamides, Carboxylic acids, which are also colourless, thus giving a good effect on the pulp surface.
Overall, the addition of papaya latex bio-catalyst reduces the under-peak area of the pulp surface area containing functional groups from 957.029 at wavelengths of 3,439.08–420.48 cm−1 (model 1) to 681.767 at wavelengths of 3,419.79–534.28 cm−1 (model 2). The functional group that disappeared from the pulp surface after the papaya latex bio-catalyst was Aldehyde (C⚌O) at a wavelength of 1,730.15 cm−1, but a new functional group emerged, Alkene (C⚌C), with an under-peak area of 13.478 at a wavelength of 1,610.56 cm−1. There is an increase in functional groups that do not affect the pulp's colour, which gives a brightening effect and increases the degree of whiteness, impacting the pre-bleaching process. This indicates that the role of papaya latex bio-catalyst in pulp processing can improve the whiteness, which affects the efficiency of the pre-bleaching process.
3.5 The erosion of micro stalagmite valleys in pulp morphology
In water, the bio-catalyst from papaya latex in Fig. 8(a) forms bio ion (−) and bio ions (+), as in Fig. 8(b). The bio ion (+) as an anion releases two hydrogens to form a resultant dipole force which acts to disrupt the hydrogen bonds of the pulp fibres located between the hydroxyl (OH) functional groups, as shown in Fig. 8(c)1, thereby releasing the hydroxyl functional groups to form H2O. Bio ions (−) as anions release oxygen (O) affect the bonds between pulp sub-cluster, thus creating a carbonyl group as shown in Fig. 8(c)2. This reaction changes the height of the stalagmite micromorphology in model 2 (see Fig. 6) and causes an increase in turbidity due to sub-cluster termination in model 2, as shown in Fig. 8(d). Two bio ions that have released hydrogen and oxygen react again to form a bio-catalyst, as shown in Fig. 8(e).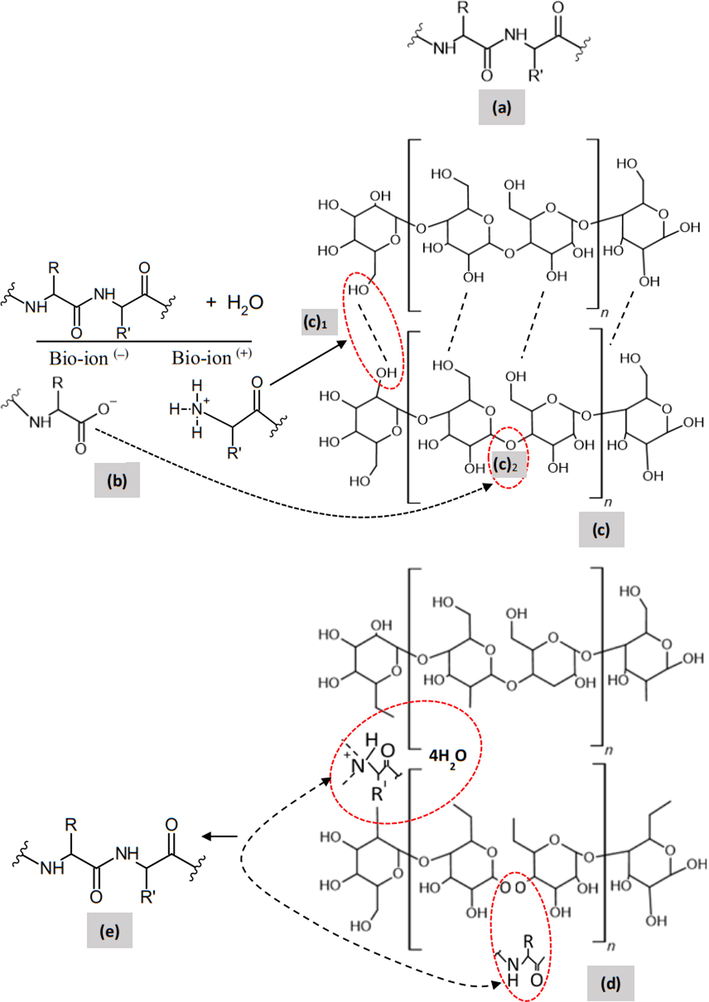
The chemical reaction of bio-catalyst in pulp.
Fig. 9 compares water turbidity in the pulp with a consistency of 3.23% before-and-after treatment using bio-catalyst. There is an increase in turbidity up to 156.67%. The average turbidity increases almost three times after using a bio-catalyst made of Carica papaya latex. This increase is thought to play a key role in the surface grinding of pulp fibres. These results are confirmed by changes in the morphology of the micro-stalagmite height based on the SEM test, the elemental content found on the EDX test, and the functional groups on the pulp surface based on the FTIR test.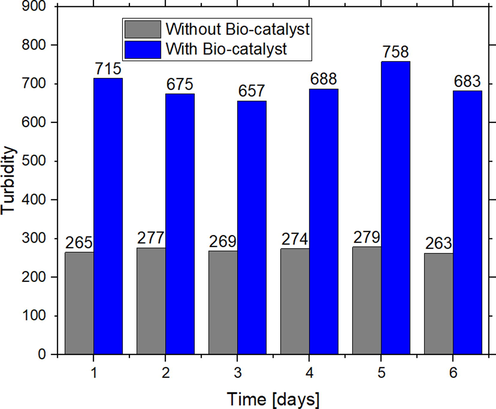
The water turbidity in the pulp before and after using bio-catalyst.
3.6 The whiteness of the pulp
As shown in Fig. 10, the papaya latex bio-catalyst has increased whiteness. Model 2 looks whiter than model 1. The measurement of the degree of whiteness at eight different points on the surface of the hand sheet indicates that both models have an average whiteness of 26.74 and 29.93, respectively. This discrepancy is due to the papaya latex bio-catalyst causing pH model 2 to be acidic, which can remove impurities and ink adhering to the pulp fibres and ultimately affect whiteness. This finding is consistent with enzymes Xylanase and Laccases in bio-bleaching conducted by other researchers (Yang et al., 2019)(Singh et al., 2019).
The whiteness of pulp without and with bio-catalyst.
A study reported that enzymes could also increase whiteness based on changes in the pH of the pulp mixture. There is an erosion of dirt attached to the pulp. It is in line with the statement that the acidic pH applied to the cellulose material can remove lignin and impurities by enzymatic hydrolysis, thereby increasing the whiteness of the pulp (D. Sharma et al., 2020).
3.7 The freeness of the pulp
The paper softness (freeness) indicates the pulp's ability to release or retain moisture in the paper fibres. Visually, the softness of the paper can be seen clearly in Fig. 10.
Table 3 shows the freeness of both treatments at various immersion times of tested materials. The freeness test was carried out by mixing 100 mL of pulp and 900 mL of water into the testing installation based on the Canadian Standard Freeness. The strainer of the Freeness tester is 100 mesh. It was found that the experiments using pulp with bio activator reduces the freeness. Bio activator affects the release rate of water content in the pulp fibre, and the average release of water content reduces up to 2.89% compared to no treatment with biocatalyst. The result is consistent with the addition of cellulase enzymes carried out by (Torres et al., 2012) and the enzyme xylanase by (Garcia-Ubasart et al., 2013). This finding indicates that papaya latex bio-catalyst can change the surface characteristics of pulps on water behaviour.
Samples
Immersion time (minutes)
Pulp without bio-catalyst (mL)
Pulp with bio-catalyst (mL)
A
30
430
413
B
60
432
415
C
90
472
460
D
120
496
489
Average
457.5
444.25
4 Conclusion
The role of Carica papaya latex bio-catalysts in recycling used fibre pulp has been studied experimentally. It could be concluded that the content of bio-catalysts/activators from Carica papaya latex affects the acidity and turbidity of water. The longer the immersion time increases both acidity and turbidity. The bio-catalyst made of Carica papaya latex plays an essential role in changing the morphology of the pulp fibre. The increase in water turbidity shows that the papaya latex bio activator plays a role in eroding the surface of the pulp fibre. The increase in colourless functional groups provides a brightening effect and increases whiteness, impacting the pre-bleaching process.
Acknowledgements
The research project was funded by Universitas Wisnuwardhana Malang Indonesia through the scheme of “Hibah Riset Doktor”. The authors would like to thank the “Laboratory of Synthesis and Nanomaterial Applications” Universitas Muhammadiyah Surakarta Indonesia for supporting the experimental works. Also, thanks to Laboratorium Terpadu Universitas Negeri Malang, in supporting the experimental works.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Key performance indicators for energy management in the Swedish pulp and paper industry. Energy Strategy Rev.. 2019;24(March):229-235.
- [CrossRef] [Google Scholar]
- Cellulose nanofibers from recycled and virgin wood pulp: a comparative study of fiber development. Carbohydr. Polym.. 2020;234(January)
- [CrossRef] [Google Scholar]
- Wastewater treatment in the pulp-and-paper industry: A review of treatment processes and the associated greenhouse gas emission. J. Environ. Manage.. 2015;158:146-157.
- [CrossRef] [Google Scholar]
- Recent advances and applications of the lipolytic activity of Carica papaya latex. J. Mol. Catal. B Enzym.. 2013;90:49-60.
- [CrossRef] [Google Scholar]
- Carica papaya lipase: An effective biocatalyst for esterification resolution of (RS)-2-(chlorophenoxy)propionic acid. Biochem. Eng. J.. 2007;35(3):318-324.
- [CrossRef] [Google Scholar]
- Effect of commercial cellulases and refining on kraft pulp properties: Correlations between treatment impacts and enzymatic activity components. Carbohydr. Polym.. 2015;115:193-199.
- [CrossRef] [Google Scholar]
- Carica papaya lipase (CPL): An emerging and versatile biocatalyst. Biotechnol. Adv.. 2006;24(5):493-499.
- [CrossRef] [Google Scholar]
- Fractionation and cellulase treatment for enhancing the properties of kraft-based dissolving pulp. Bioresour. Technol.. 2017;224:439-444.
- [CrossRef] [Google Scholar]
- Energy efficiency in the German pulp and paper industry - A model-based assessment of saving potentials. Energy. 2012;40(1):84-99.
- [CrossRef] [Google Scholar]
- Biomodification of cellulose flax fibers by a new cellulase. Ind. Crops Prod.. 2013;44:71-76.
- [CrossRef] [Google Scholar]
- Basic effects of pulp refining on fiber properties - A review. Carbohydr. Polym.. 2015;115:785-803.
- [CrossRef] [Google Scholar]
- Use of enzymes to improve the refining of a bleached Eucalyptus globulus kraft pulp. Biochem. Eng. J.. 2009;46(2):89-95.
- [CrossRef] [Google Scholar]
- Effects of enzymes on the refining of different pulps. J. Biotechnol.. 2020;320(May):1-10.
- [CrossRef] [Google Scholar]
- The role of Carica papaya latex and aluminum oxide on the formation of carbon nanofibre made of coconut shell. Adv. Nat. Sci.: Nanosci. Nanotechnol.. 2018;9(3)
- [CrossRef] [Google Scholar]
- Cellulase-assisted refining of chemical pulps: Impact of enzymatic charge and refining intensity on energy consumption and pulp quality. Process Biochem.. 2010;45(8):1274-1278.
- [CrossRef] [Google Scholar]
- Enzymatic pulping of lignocellulosic biomass. Ind. Crops Prod.. 2018;120(April):16-24.
- [CrossRef] [Google Scholar]
- Effects of wet-pressing-induced fiber hornification on enzymatic saccharification of lignocelluloses. Cellulose. 2011;18(4):1055-1062.
- [CrossRef] [Google Scholar]
- Facilitate hemicelluloses separation from chemical pulp in ionic liquid/water by xylanase pretreatment. Ind. Crops Prod.. 2017;109(September):459-463.
- [CrossRef] [Google Scholar]
- Two-stage fractionation of sugarcane bagasse by autohydrolysis and glycerol organosolv delignification in a lignocellulosic biorefinery concept. Ind. Crops Prod.. 2017;108(June):431-441.
- [CrossRef] [Google Scholar]
- A process for enhancing the accessibility and reactivity of hardwood kraft-based dissolving pulp for viscose rayon production by cellulase treatment. Bioresour. Technol.. 2014;154:109-113.
- [CrossRef] [Google Scholar]
- The role of NaOH and papaya latex bio-activator during production of carbon nanoparticle from rice husks. Adv. Nat. Sci.: Nanosci. Nanotechnol.. 2018;9(4)
- [CrossRef] [Google Scholar]
- Improvement of enzyme transport in wood chips for thermomechanical pulp refining. Carbohydr. Polym.. 2013;95(1):25-31.
- [CrossRef] [Google Scholar]
- Xylanase and laccase based enzymatic kraft pulp bleaching reduces adsorbable organic halogen (AOX) in bleach effluents: A pilot scale study. Bioresour. Technol.. 2014;169:96-102.
- [CrossRef] [Google Scholar]
- Greener approach for pulp and paper industry by Xylanase and Laccase. Biocatal. Agric. Biotechnol.. 2020;25(April):101604
- [CrossRef] [Google Scholar]
- Biological pretreatment of lignocellulosic biomass - an overview. Bioresour. Technol.. 2016;199:76-82.
- [CrossRef] [Google Scholar]
- Singh, G., Kaur, S., Khatri, M., Arya, S.K. (2019). Biobleaching for pulp and paper industry in India: Emerging enzyme technology. Biocatal. .Agric. Biotechnol., 17(November 2018), 558–565. https://doi.org/10.1016/j.bcab.2019.01.019.
- Enzymatic approaches in paper industry for pulp refining and biofilm control. Appl. Microbiol. Biotechnol.. 2012;96(2):327-344.
- [CrossRef] [Google Scholar]
- Effectiveness of different green chemistry approaches during mixed hardwood bamboo pulp bleaching and their impact on environment. Int. J. Environ. Sci. Technol.. 2019;16(8):4327-4338.
- [CrossRef] [Google Scholar]
- Applications of enzymatic technologies to the production of high-quality dissolving pulp: a review. Bioresour. Technol.. 2019;281(March):440-448.
- [CrossRef] [Google Scholar]




